 中文
中文 English
English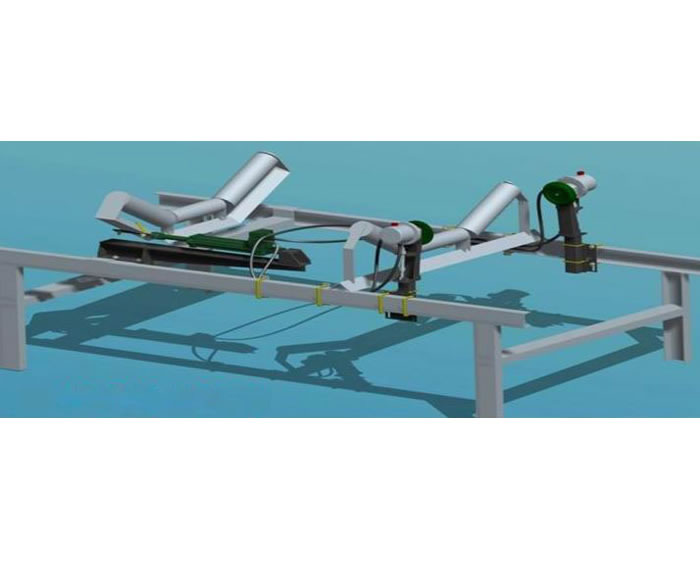


一种高精度、高稳定性智能称重系统 长期使用精度±0.2%
一、概述
太阳成集团tyc138在吸收了国内外技术及多年皮带输送机保护装置制造经验的基础上,自主研发出了新型高效无源液压纠偏装置,广泛应用于冶金、矿山、电力、建材、煤炭等行业的皮带输送系统,是预防和校正皮带跑偏的***理想设备。
二、特点
液压纠偏装置作用在上、下调心托辊上,皮带跑偏时主动调整纠偏拖辊角度校正皮带,不但可省掉立辊保护皮带边缘不受立辊摩擦损伤,而且快速校正皮带。 自动检测跑偏并予以校正,使皮带始终处于合理状态运行,对皮带机安装不当、运转失灵、物料冲击、负荷变化、皮带断面间伸长率不均匀造成皮带跑偏有很好的调整作用。
该装置动力是皮带和检测轮的磨擦旋转产生液压动力,故无需电源,自动调整、自动校正,具有结构简单、性能可靠、安装方便等特点。
该装置采用全封闭结构,故能在任何恶劣环境下正常工作。
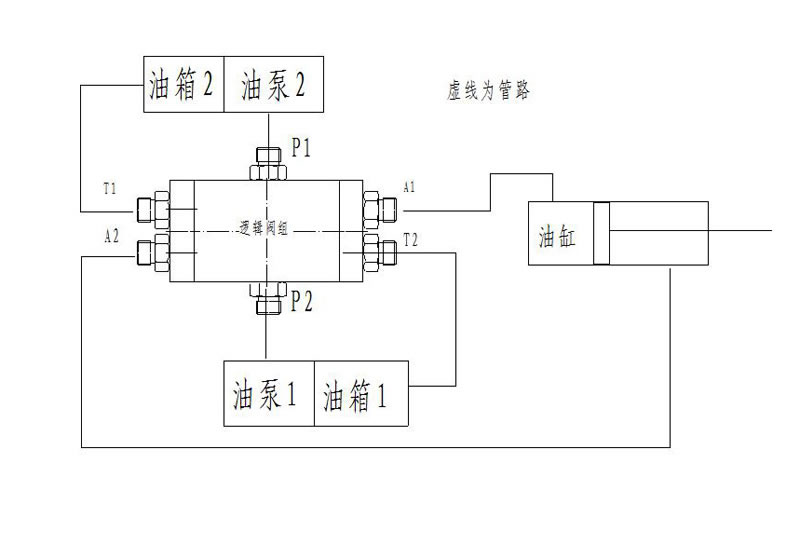
三、工作原理
该装置是由检测轮与油泵组成的动力输出装置、逻辑阀和油缸组成执行机构,然后和纠偏托辊架连接。
当皮带居中运行时,皮带与左右两只检测轮不接触,属于正常运行。如果皮带在运行偏左边时,启动左动力输出装置,执行机构根据逻辑阀判断调整纠偏托辊位置,产生反向推力,把皮带推向中间一面。反之,皮带偏右时,启动右动力输出装置,执行机构根据逻辑阀判断调整纠偏托辊位置,产生反向推力,把皮带推向中间一面。
四、选型说明
1、液压纠偏装置分为上纠偏和下纠偏两系列;
2、可根据皮带输送机的单向运输和双向运输的工作方式选型;
3、请用户根据使用的皮带输送机填写我太阳成集团tyc138提供的参数表。
五、安装说明
1、装置可安装在皮带需要纠偏校正的场所,安装前请参考使用说明书;
2、高效液压对中装置使用的液压油为32 或46抗磨,加油过滤精度 20 " ;
3、对于新增用户,本太阳成集团tyc138一律派技术人员指导安装、调试
4、纠偏安装工艺
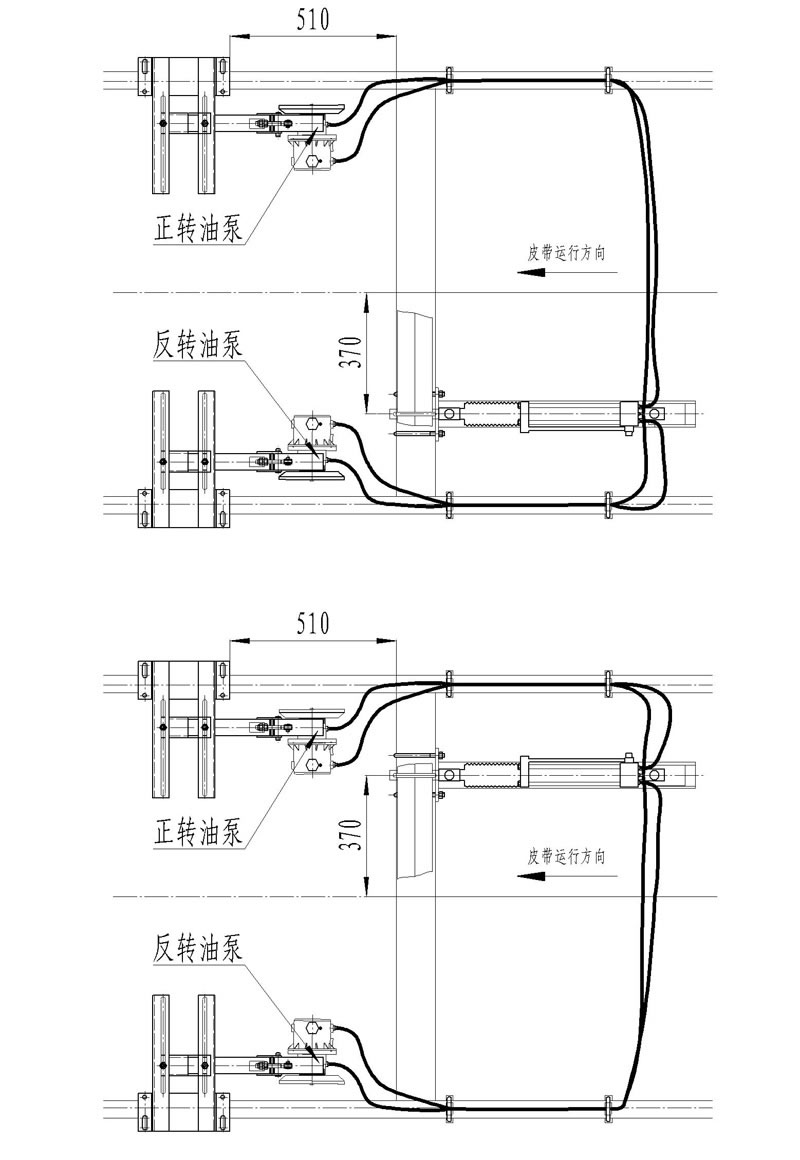
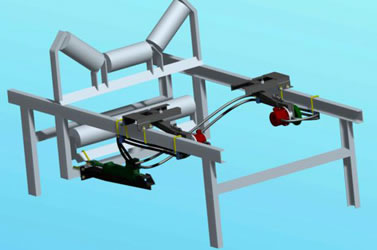
安装前准备工作:根据皮带机的运行方向和调心托辊的安装位置上纠偏装置安装的位置可以选择如图1所示的方法:
上纠偏安装:
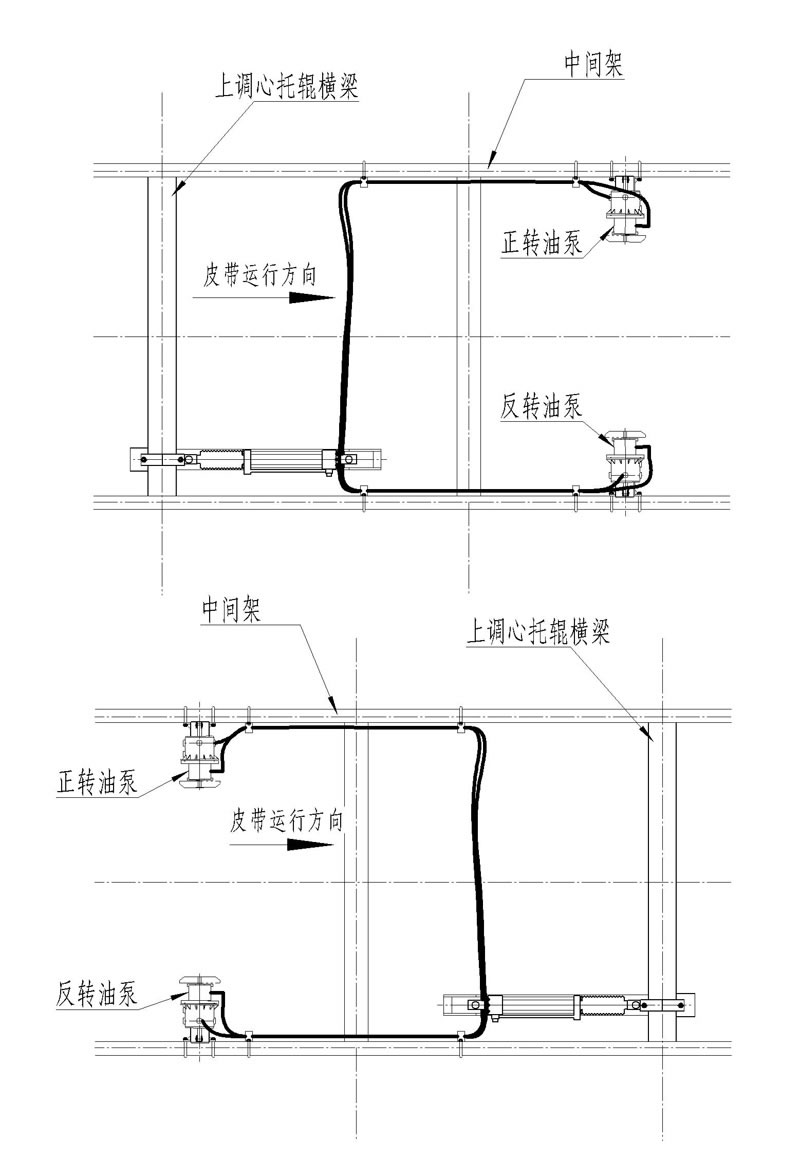
!!!安装错误会导致纠偏机起相反作用,还可能会损坏油泵,安装时要给予重视。
下纠偏安装:
!!!安装错误会导致纠偏机起相反作用,还可能会损坏油泵,安装时要给予重视。
5.油缸的安装
选择合适的调心托辊位置,使纠偏机能够发挥***大效能。调心托辊必须离开各种改向滚筒5m以上;并且该调心托辊还应该比相邻的固定托辊要高10mm左右。
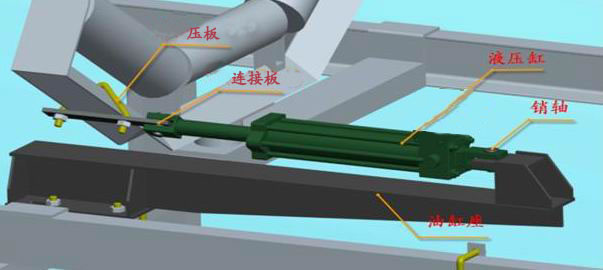
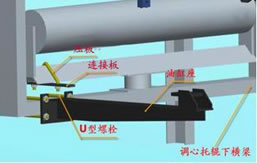
油缸通过油缸座固定在上调心托辊的下横梁上,下横梁一般都是槽钢。安装过程可分为如下步骤:
①把活塞杆卡子如图所示安装在下调心托辊横梁上,先不拧紧螺母,待油缸安装上调整到合适位置时再拧紧螺母。
② 把油缸座安放在调心托辊下横梁上,先不拧紧螺母,待油缸安装上调整到合适位置时再拧紧螺母。也不要旋紧螺母。
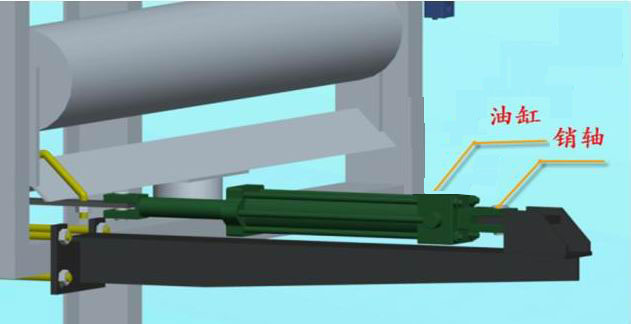
③ 把液压缸的两个耳环孔分别按照如图所示的位置用销轴装在活塞杆卡子和油缸座上。
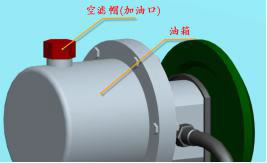
然后拧紧空滤帽。
6.油管的连接:
由于油缸是安放在一边的,因此油管分为长边管和短边管。短边管2根用在近油缸一侧,长边管2根用在另一侧。油管两端都为活令接头;活令接头又分直接头和弯接头。安装油管时,为保证安装后油管顺畅,使用寿命长,阀下部两接头和油泵出油口两接头用弯接头如图5,而阀上部(三通的两端出口)两接头和油箱回油口两接头用直接头。如图6所示,根据性能决定我们的阀有三通阀和四通阀,四通阀油管连接办法如图7所示。
安装油管时需注意以下两点:
(1)所有的接头均使用O型密封圈。O型密封圈简单可靠,但安装时一定要确保O型密封圈在槽内。在垂直面上安装O型密封圈容易掉落,使用凡士林油膏或黄油,能够使安装工作更容易,安装方法如下图。
(2) 所有的油口在接管前均不要拆除管套和接头套,现场灰尘脏物污染接头后很难清洁彻底,***终会影响液压系统工作状态。
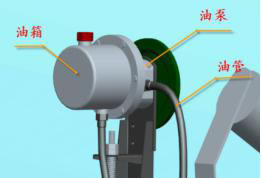

泵组件油管连接 接头的安装
油管排气:排气的目的是排出安装过程中油路中的空气,使阀块及油缸内部都没有空气存在。排气时将油泵与油管接头处紧固,该油管的另一端出口举起稍高,盘动油泵的检驱轮,观察油管出口排气情况,如连续排出的油基本没有空气,就立即将油管连接到阀接头。油缸至油箱的回油管不需要排气。
油管的固定:每台纠偏机配有6只油管管夹,能将油管固定在中间架里侧,其安装方法如下图。固定油管时要注意,油缸、油泵处的油管应当留有伸缩余量
7.检测轮安装:
检驱轮工作始点就是检驱轮接触皮带的位置,实际上也是皮带跑偏后纠偏机开始工作的位置。WY液压纠偏机设计上就允许用户可以很简便地自由调节设置纠偏机工作始点。
工作始点的调节分左右调节和高低调节。其左右位置调节是通过调节丝杆两端螺母来实现。上螺母确定检驱轮的左右位置,下螺母通过弹簧来确定检驱轮承受的***大侧推力。在保证检驱轮正常工作的前提下,该力越小越好。上纠偏机工作始点的高低位置是通过调节方管的高度来实现。调节好高度后将U型螺栓2拧紧。
因调心托辊旋转后使皮带收缩,会对检驱轮工作始点产生影响。为了减小这种影响,检驱轮、泵组件安装位置必须离调心托辊150mm以上,放在调心托辊前后均可。在没有调节好纠偏支架座及纠偏支架位置之前,螺栓的螺母先不要旋紧,使支架座架能自由滑动,纠偏支架能轻松上下滑动,待确定位置之后,再拧紧螺母。
8.加油: 所有部件安装完毕后就开始给系统加油,加油时拧下空滤帽,空滤帽位置如图所示,通过油位计观察其油位,加油至油箱的4/5处即可;
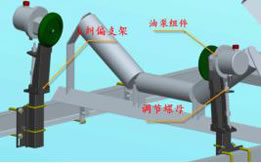
油缸座的安装 油泵的安装
9、调节检驱轮动作始点
检驱轮工作始点就是检驱轮接触皮带的位置,实际上也是皮带跑偏后纠偏机开始工作的位置。WY液压纠偏机设计上就允许用户可以很简便地自由调节设置纠偏机工作始点。工作始点的调节分左右调节和高低调节。
下纠偏机工作始点的左右位置是通过调节支架座的位置来实现。支架座可以在上固定托辊横梁上左右移动,横梁通常都是角钢(参考图2)。移动到合适的位置后拧紧角钢卡子螺母。下纠偏机工作始点的高低位置是通过支架上的丝杆螺母(参考图2)来确定。上螺母确定检驱轮的高低位置,下螺母通过弹簧来确定检驱轮承受的***大正压力。在保证检驱轮正常工作的前提下,该力越小越好。弹簧拧的越紧,检驱轮受到的正压力就越大。
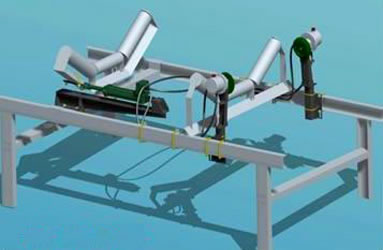
10. 检查收尾
全部安装完成后,模拟皮带跑偏,轮流盘动左右检驱轮,让油缸带动调心托辊旋转,循环5次。
在循环过程中检查所有接头密封情况; 检查所有螺栓连接;
检查油管与皮带不干涉。
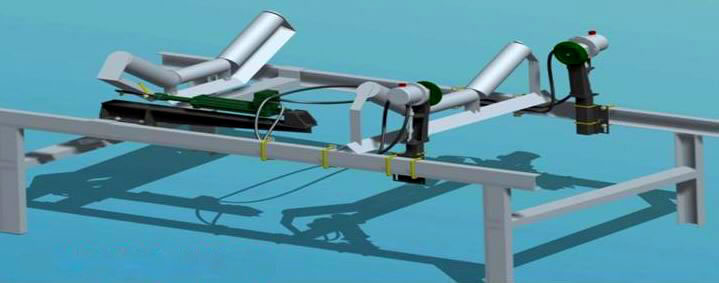
安装效果如图所示。
上一个产品:WY皮带液压纠偏器
下一个产品:没有了

依科手机站

依科微信公众号
